Sodobna nova energetska vozila postopoma trdo delajo v procesu oblikovanja, od katerega je mreža avtomobilov rog ena izmed njih, tradicionalna mreža kovinskih avtomobilov ima grobe potrebe po videzu, potrebe po mrežici pa niso preveč stroge, zato je predelana mreža razmeroma velika, razmik je širok, ta postopek ima nizke stroške obdelave, hitro, da je maha bolj deformacija. Zaradi visokih stroškov plesni številni proizvajalci predelave čakajo, da sliva poteši žejo.
Thepostopek jedkanjaSprejema metodo predelave tekočine za kemično jedkanje, ki lahko združi prednosti žigosanja in laserja ter predela ultra tanko material z enakomerno mrežico, brez kopev, brez curling in navpične stene luknje. Kompleksno obliko izdelkov za neto avtomobilov je mogoče jezati tudi brez dodatnih stroškov, gladke in enakomerne brez zakopa, ravnina pa se vzdržuje pod 0,02.
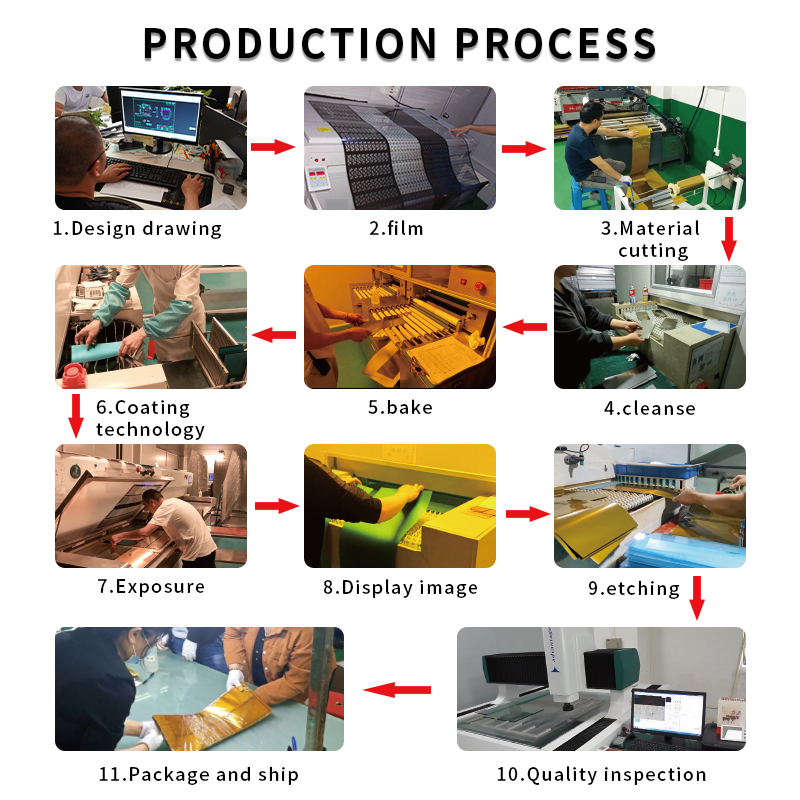
Prvi korak za določitev materiala je nerjavno jeklo eno od najpogosteje uporabljenih materialov zaradi dobre korozijske odpornosti in moči, primerne za proizvodnjo pokrova mrež avtomobilov. Pri izdelavi pokrova avtomobilskega roga je treba kovinsko podlago najprej temeljito očistiti, da odstranite olje in nečistoče na površini ter zagotovite kakovost naslednjega postopka. Naslednji korak je uporaba fotosenzibilnega črnila, potem ko je podlago očiščeno, je treba na kovinsko površino enakomerno nanesti plast fotosenzibilnega črnila, ki se bo med postopkom izpostavljenosti utrdil, da tvori zaščitno plast. Naslednji korak je izpostavljenost, kjer je zasnovan film postavljen na obeh straneh kovine, prevlečene s fotosenzibilnim črnilom, in izpostavljen z ultravijolično svetlobo, tako da se vzorec na filmu prenese na kovinsko površino. Po izpostavljenosti se razvije kovinska plošča in odstrani neobremenjeno fotosenzibilno črnilo, ki izpostavi osnovni kovinski del in ga pripravlja na jedkanje.
Naslednja je kemična korozija, ki uporablja specifično kemično raztopino jedkanja, da izpostavi izpostavljeni del kovine, da tvori želeni vzorec mrežice. Ta postopek dosega visoko natančnost in se izogne slabosti laserja ali žigosanja. Običajno je dokončan s profesionalno opremo jedkanja, celoten procesni cikel dokazovanja pa je približno 5 do 7 dni. Končni postopek mletja in škropljenja: po zaključkujedkanje, potrebno je polirati mrežni pokrov, da odstranite Burrs in izboljšate kakovost videza; Nato se razprši za povečanje korozijske odpornosti in estetike.
Z napredkom znanosti in tehnologije se proizvodni proces prekrivanja zvočnikov razvija v smeri večje natančnosti, lažje teže in boljšega videza.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик